【PLC演算処理】サイクルタイムの最大・最小・平均を自動で集計するスクリプト構成を解説!
fa-engineer
FAエンジニアリング ラボ
製造現場では、測定データの可視化が品質改善や異常検知の第一歩。
前回はトレンドグラフの作成方法をご紹介しましたが、今回は一歩進んで、**「ヒストグラム」**を使ったデータ分布の見える化に挑戦します。
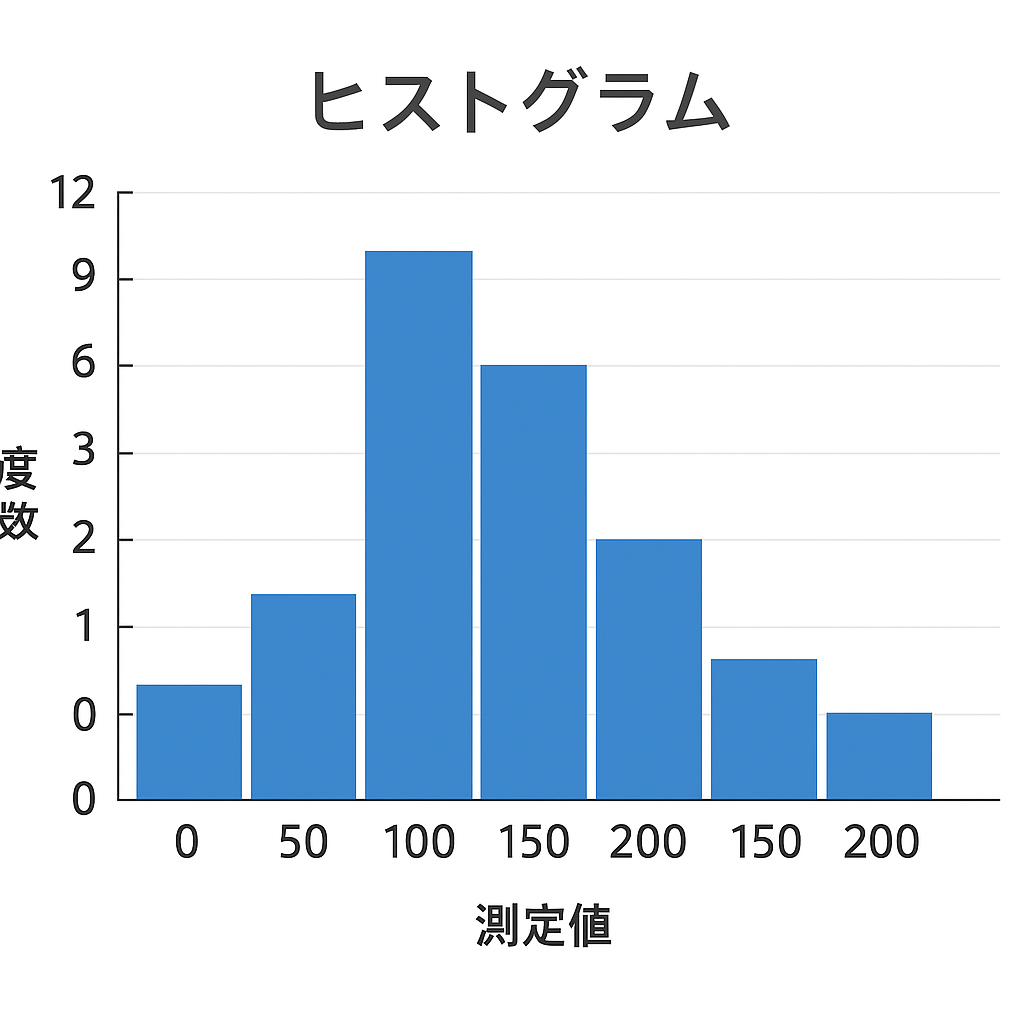
データの偏り・異常・傾向を一目で把握できる分析ツール
ヒストグラムは、データを一定の範囲(ビン)に区切って頻度を可視化するグラフです。
特に製造業における測定値や検査結果の分析において、次のような利点があります。
このように、ヒストグラムは「データの傾向や異常の早期発見」にとても役立ちます。
本記事では、ラダー制御を使ってヒストグラムの区間(帯域)を自動で設定する仕組みを解説します。
PLCにより「下限値+区間幅 × 回数」で区間を生成する処理を構築します。
| デバイス | 役割 | 備考 |
|---|---|---|
| DM5000 | カウンター | 自動増加 |
| DM5002 | 区間数設定値 | タッチパネル入力(例:10) |
| DM5004 | 書き込み先の指定 | 自動生成 |
| DM5006 | 区間幅設定値 | タッチパネル入力(例:100) |
| DM5008 | 繰り返し回数 | 自動計算(区間数 – 1) |
| ZF0 | 最初の下限値 | 例:100(タッチパネル入力) |

'区間数設定値確認
IF DM5002 > 5 THEN '区間数が5以上であれば実行開始
DM5008 = DM5002 - 1
FOR DM5000 = 0 TO DM5008 STEP 1
DM5004 = DM5000 + 1
ZF0:DM5004 = ZF0:DM5000 + DM5006
NEXT
END IF
DM5008 = DM5002 - 1FOR DM5000 = 0 TO DM5008ZF0:DM5004 = ZF0:DM5000 + DM5006これをDM5000がDM5008に到達するまで繰り返し、各区間の上限値を自動的に生成していきます。
初期値:ZF0 = 100、区間幅 DM5006 = 100
ZF1 = ZF0 + 100 → 200
ZF2 = ZF1 + 100 → 300
ZF3 = ZF2 + 100 → 400
…(9回繰り返し)
区間は自動的に「100単位」で設定され、ヒストグラムの帯域が完成します。
実際のヒストグラムを作成するラダー処理を解説します
今回はヒストグラムの区間(ビン)を自動生成する方法を紹介しましたが、
次回は、いよいよ測定データをリアルタイムに集計してヒストグラムを構築する処理を解説します!
PLCによるヒストグラムの実用的な構築方法に興味のある方は、ぜひ次回もご覧ください。
📘 参考リンク:ヒストグラムの基礎知識(統計局)
https://www.stat.go.jp/naruhodo/4_graph/shokyu/histogram.html